
Reynolds Butted Tubing
There are several steps in manufacturing butted tubing. The process varies depending on the method used to butt the tube, and whether the tube is seamless or welded. For steel tubing, the basic tube is either made from a pierced billet if it is a seamless tube or from a formed-and-welded sheet if it is a welded tube.
Typically, a seamless tube will be made from a billet of steel about 10 inches in diameter and 3 feet long. After heating to over 1000 C, a hole is pierced through the centre to form a very thick-walled tube. The wall thickness and diameter of this tube are then progressively reduced by hot rolling and cold drawing until it is sized for the butting process.
A welded tube is made from a flat strip, which is formed into a tube and welded along its length. This is a straightforward way of making a tube, but care is necessary to avoid structural and cosmetic defects at the weld.
Mandrel Press
Reynolds Butting process in the UK uses a mandrel press.
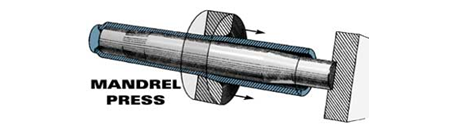
In a mandrel press, the tube is pushed through a die sinking it down onto the mandrel. The die determines the outside diameter and the profile of the tube, while the mandrel sets the inside diameters and defines the wall-thickness profile.
After this process, the mandrel is trapped inside the tube in a conventional double-butted geometry, where the end wall thickness is greater than in the middle section.
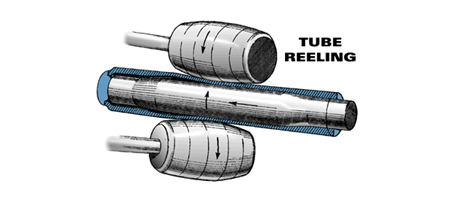
The mandrel is removed after reeling the tube between angled rotating rollers. This increases the diameter while having a negligible effect on the wall thickness. Finally, the outside diameter is sized by pushing the tube once again through a die.
The processes above can also be applicable to aluminium butted tubes. Reynolds developed alternative processes for titanium mandrel butting, magnesium mandrel butting and the latest product, our Maraging 953 stainless steel. Each of these products has specific technical challenges that required innovative techniques to be used.
Click here to download a metal alloys comparison (extract) PDF for designers.